

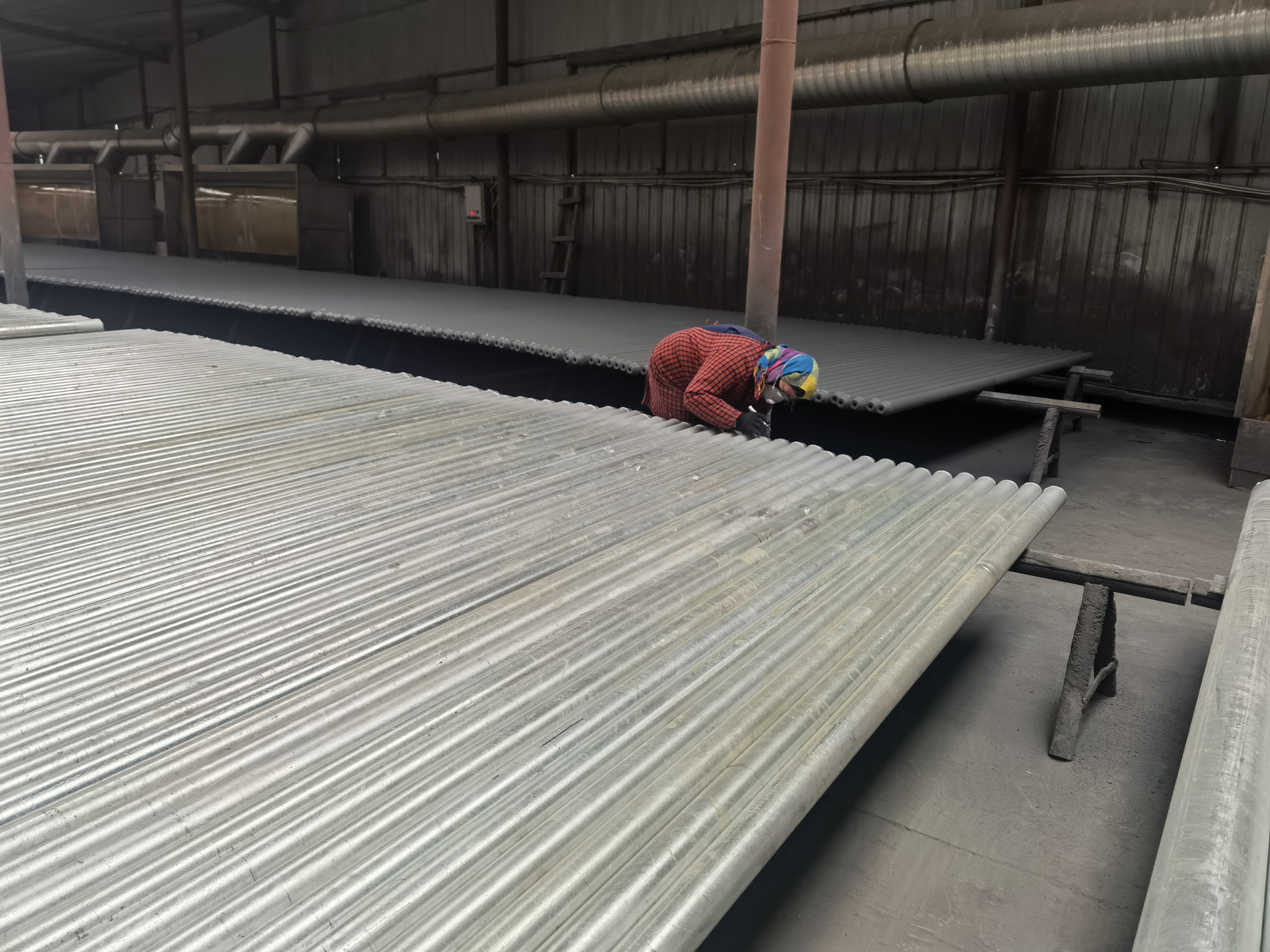



po'lat kosmik ramka bo'yash jarayoni
Bo'yamoq:
Zangni olib tashlaganingizdan so'ng, tarkibiy qismlarning yuzasi darhol tozalanishi kerak va zangga qarshi bo'yoq püskürtülmelidir.
Talablar dizayn qoidalariga muvofiq bo'lishi kerak va bo'yash jarayoni foydalanish ko'rsatmalariga va bo'yoqlarning tegishli navlari va ko'rsatmalariga muvofiq amalga oshirilishi kerak.Bo'yoq texnologiyasining tegishli navlari talablari bajarilishini ta'minlash uchun binoni paytida atrof-muhit harorati va namligi termo-gigrometr tomonidan nazorat qilinishi kerak.Püskürtme qalinligi U qalinligi o'lchagich bilan tekshiriladi va nazorat qilinadi va har bir bo'yoqning qalinligi ko'rsatmalarga muvofiq nazorat qilinishi kerak.Bo'yashdan keyin maxsus shaxs chizmalar talablariga muvofiq belgi qo'yishi kerak.Komponentlarning asosiy belgilariga montaj raqami, balandlik mos yozuvlar nuqtasi, yig'ish mos yozuvlar chizig'ining markaziy chizig'i va osilgan nuqta kiradi.